![]()
お役立ち情報
USEFUL
工場
投稿日:2023.08.04
更新日:2023.09.04
食品工場では、清浄度の高い空間が求められるため、一般的に『エアフィルター』を使用します。
フィルターとは、空気だけでなく水を綺麗にする目的でも使用されますが、当記事では、食品工場の空気を清潔に保つ『エアフィルター』について、その種類やメンテナンスを踏まえた運用方法を解説します。一口にエアフィルターと言っても、いくつかの種類があるため、適切な空気の清浄度を目指す際の参考にしてください。
エアフィルターには、形や材質、構造が異なる製品があります。エアコンや空気清浄機では、はじめに空気が吸い込まれる場所に、向こう側が見えるレベルのとても目の粗いフィルターが取り付けられていますが、これは『プレフィルター』と呼ばれます。プレフィルターは、エアフィルターの中でも比較的大きな粗塵(粒径が5μm以上の粒子)を除去する役割を持っていて、粗じんフィルターなどとも表記されます。外気を取り込む際に、落ち葉や昆虫などの大きなゴミを取り除くためのフィルターです。
そして、このプレフィルターの風下側に取り付けられるのが『メインフィルター』で、プレフィルターでは除去しきれない、微細な不純物を取り除く役割を持っています。人の目でやっと見える埃から肉眼では見えない花粉や微細なホコリなどを取り除きます。一般的に、プレフィルターは、メインフィルターである次段フィルターの性能維持のために使われるフィルターです。
それぞれのフィルターを見ても、一見すると同じように感じます。しかし、人の目では確認できないゴミと言っても、花粉のような物から油煙までとなると、100倍ほどの大きさの違いがあり、フィルターごとに性能が大きく異なります。
以下で、食品工場で衛生度が高い区画で使用されるフィルターの種類とそれぞれの特徴をまとめます。
一口にエアフィルターと言っても、さまざまな製品が存在していて、それぞれの製品が持つ特徴が異なります。
エアフィルターは、空気中に含まれるゴミを吸着して除去するという仕組み上、クリーンな状態を保つために定期的なメンテナンスが必要不可欠です。
実際に、ダイキン工業や日本空調メンテナンスなどの、空調機器メーカーでも、「準HEPAフィルター・MEPAフィルター(中性能フィルター)は、1年を目処とする定期的な交換」「ULPAフィルター(超高性能フィルター)・HEPAフィルター(高性能フィルター)は、6か月~1年の定期交換」を推奨しています。なお、空気環境の良い場所で、室内循環型の場合は3~5年の定期交換でも構わないとされています。
ただし、これらの交換頻度は、あくまでも一般論であり、環境や条件によってフィルターの汚染度は異なり、明確な交換頻度を示す数字ではありません。それぞれの環境条件で、正確な交換頻度を測るためには、『圧力損失』を計測することが必要です。圧力損失とは、以下のような計算で算出されます。
フィルターに空気が通過するとき、空気の流れが妨げられ抵抗が生じます。フィルタをある処理風量で使用したときの空気圧(静圧)の差圧値(低下値)を『圧力損失』といい、Pa(パスカル)で表示されます。
引用:エアフィルタの性能
計測器としては、下図のような微差圧計を用いることで計測可能です。それぞれのフィルターには、最終圧損値というものがあり、最終圧損値を超えて使用した場合は、性能保証範囲外となります。範囲外となれば、速やかにフィルターの交換を行わなければいけません。
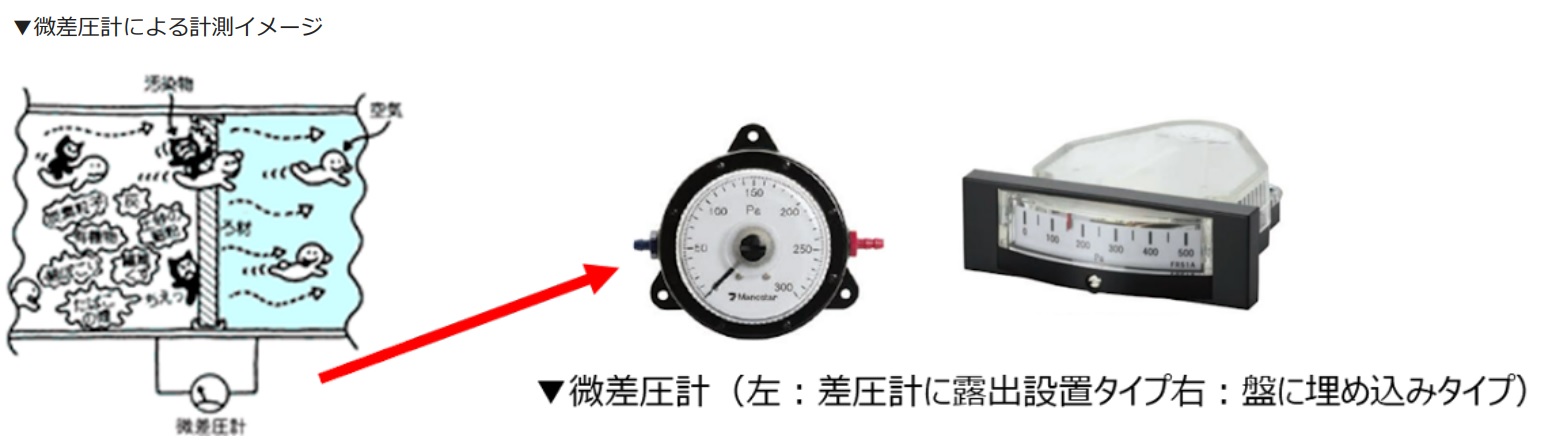
微差圧計を用いて、エアフィルターの交換頻度を測る運用方法には「①差圧計+警報盤に移報」と「②差圧計を目視確認」があります。①の場合、警報盤で監視できるので交換タイミングが明確です。ただ、②の目視確認の場合、運用の手間や人的ミスの可能性が残るものの、設備にかかる費用が安価な点がメリットです。どちらを選ぶかは、運用方法や設備費用のどちらを優先するかで決定します。エアフィルターの交換は、フィルター交換の運用を理解しておらず、交換を怠ったことでフィルター内でカビが発生し、工場内に菌がまき散らされ、施設内でのカビの発生を助長させたという事例もあります。製造施設でのカビの発生はさまざまな問題の原因となるため、適切なタイミングでフィルターの交換が重要です。
食品工場のカビ対策!建材の選び方でここまで変わる
今回は、食品工場など、室内を高い清浄度で保たなければならない施設にとって重要な、エアフィルターの基礎知識を解説しました。
昨今では、一般住宅でも綺麗な空気を保つために空気清浄機を導入する方が増えていますが、人が口にする食品を製造する食品工場は、一般住宅とは比較にならないほど高い清浄度が求められます。
そして、記事内でご紹介したように、エアフィルターにもさまざまな種類があり、設置環境の条件に合わせたエアフィルターを選ぶ必要があります。適切なエアフィルターを選定するには、
上記の3点に留意しましょう。三和建設のFACTASでは、食品工場の適切な衛生管理に重要なエアフィルターの運用も含めて、お客様に最適なご提案を行います。まずはお気軽にご相談ください。
この記事を書いた人

安藤 知広
FACTASブランドマネージャー
執行役員東京本店長
1994年当社入社、工事管理者として工場建設における問題と多くの事例を経験。
2013年から東京本店次長として数多くの食品工場建設のプロジェクトリーダーを務める。
2018年10月ファクタスブランドマネージャーに就任し、食品工場建設における技術の体系化を進めております。



-.jpg)

